Open time: 8 : 00 AM - 5 : 30 PM (Monday - Saturday)
Open time: 8 : 00 AM - 5 : 30 PM (Monday - Saturday)

Cho phép đặt hàng trước
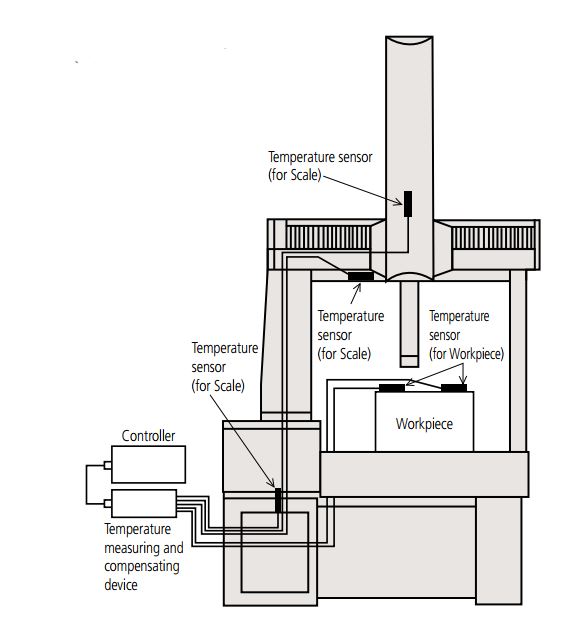
Trước đây, độ chính xác của CMM không thể được đảm bảo trừ khi chúng được lắp đặt trong phòng nhiệt độ không đổi. Tính năng bù nhiệt đảm bảo độ chính xác trong điều kiện nhiệt độ 16-26 ° C. Tính năng này đo nhiệt độ của phôi và của máy đo, tính toán giá trị đo ở 20 ° C và xuất ra giá trị này dưới dạng kết quả đo.
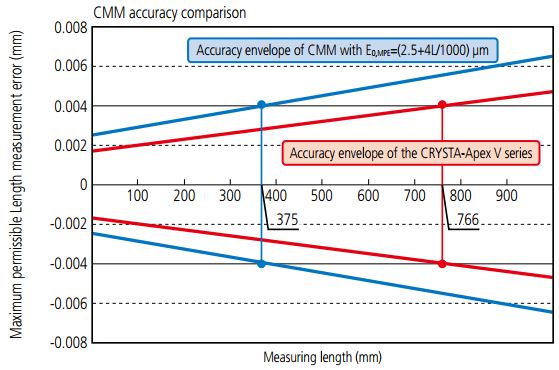
CRYSTA-Apex V 162012 đảm bảo sai số đo chiều dài cho phép tối đa hoặc E0, MPE, là 1,7+ 3L / 1000 μm. Hãy xem xét một Máy đo tọa độ có chỉ số E0, MPE khoảng 2,5 + 4L / 1000 μm, thường được coi là độ chính xác cao. Ví dụ, nếu dung sai yêu cầu trên một kích thước là ± 0,02 mm, thì độ không đảm bảo của máy này sẽ vượt quá một phần năm giá trị này * (± 0,004 mm, như thể hiện trên sơ đồ bên phải) đối với bất kỳ chiều dài đo được nào trên 375 mm.
Ngược lại, với V Series, độ không đảm bảo đo vẫn nằm trong 1/5 dung sai yêu cầu đối với chiều dài đo lên đến 766 mm. Mặc dù sự khác biệt trong thông số kỹ thuật độ chính xác của kỳ hạn đầu tiên giữa hai máy có vẻ nhỏ (chỉ 0,8 μm), V Series thực sự cung cấp độ chính xác được đảm bảo cho hơn gấp đôi phạm vi đo.
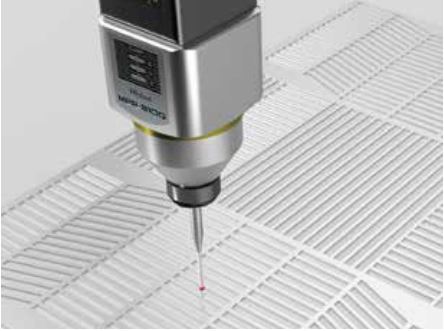
Để loại bỏ nguyên nhân gây ra lỗi động và mang lại độ lặp lại cao, dữ liệu từ các phép đo sử dụng đầu dò quét được xử lý để ổn định.
Đầu dò được giữ yên trong vài giây khi đầu của nó tiếp xúc với phôi lần đầu tiên, do đó đảm bảo rằng các nguyên nhân gây ra sai số động được loại bỏ càng nhiều càng tốt và giúp cho kết quả đo có độ chính xác cao.

CRYSTA-Apex V 162012 có tốc độ truyền động tối đa 519 mm / s và gia tốc tối đa 2.309 mm / s2.
So với các CMM CNC thông thường (với tốc độ tối đa 430 mm / s và gia tốc tối đa 1.667 mm / s2), con số này tăng thêm khoảng 100 mm khoảng cách truyền động trong một giây sau khi bắt đầu chuyển động.

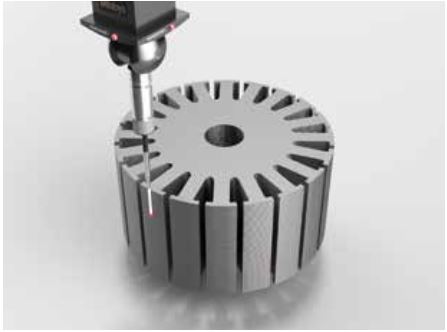
CRYSTA-Apex V 123010 được trang bị tính năng đo cho phép người dùng chỉ định các đường đo quét (giá trị thiết kế). Tính năng này cho phép quét tốc độ cao, độ chính xác cao bằng cách sửa các lỗi động mà nếu không sẽ tạo ra bởi ứng suất tăng tốc và giảm tốc.
Các đường đo lường cũng có thể được chỉ định tự do cho các dạng ba chiều, cho phép đo các phôi phức tạp bằng cách theo dõi chính xác dọc theo các bề mặt cong và đường viền của chúng.

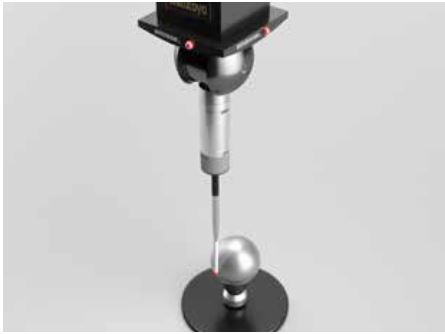
SP25M là một đầu dò quét nhỏ gọn, độ chính xác cao với đường kính ngoài 25 mm. Đây là một đầu dò CNC CMM đa chức năng có thể thu thập dữ liệu không chỉ từ các phép đo quét (nơi đầu dò di chuyển trong khi tiếp xúc với phôi để thu thập một lượng lớn các giá trị tọa độ) mà còn từ các phép đo điểm có độ chính xác cao.


SurfaceMeasure là một đầu dò laser thu thập các giá trị tọa độ của bề mặt phôi bằng cách di chuyển và chiếu tia laser lên phôi. Nó có thể nhanh chóng thu được một lượng lớn dữ liệu bề mặt 3D.

| CRYSTA-Apex V162012 | ||
| Phạm vi đo (mm) | NS | 1600 |
| Y | 2000 | |
| Z | 1200 | |
| Hướng dẫn phương pháp | Vòng bi trên mỗi trục | |
| Tốc độ di chuyển (mm / s) | CHẾ ĐỘ CNC (Công tắc bộ chọn phím: TỰ ĐỘNG) | Tốc độ truyền động mỗi trục: 8 – 400 (tốc độ kết hợp tối đa: 693) |
| Tốc độ đo: 1 – 3 | ||
| CHẾ ĐỘ CNC(Công tắc bộ chọn phím: MANUAL) | Tốc độ truyền động mỗi trục: 8 – 136 (tốc độ kết hợp tối đa: 236) | |
| Tốc độ đo: 1 – 3 | ||
| CHẾ ĐỘ J / S | Tốc độ truyền động: 0 – 80 | |
| Tốc độ đo: 0 – 3 | ||
| Tốc độ tốt: 0,05 | ||
| Gia tốc truyền động (mm / s2) | Mỗi trục: 800 (gia tốc kết hợp tối đa: 1390) | |
| Phương pháp đo độ dài | Bộ mã hóa tuyến tính | |
| Độ phân giải (mm) | 0,0001 | |
| Bàn đo | Vật liệu | Đá hoa cương |
| Kích thước <stage> (mm) | 1800 × 3205 | |
| Phương pháp cố định đối tượng đo | M8 × 1,25 | |
| Phôi | Chiều cao tối đa (mm) | 1400 |
| Khối lượng tối đa (kg) | 3000 | |
| Kích thước đơn vị chính (mm) | Chiều cao | 4140 |
| Chiều rộng | 2700 | |
| Chiều sâu | 3650 | |
| Khối lượng (kg) <bao gồm bệ lắp đặt và thiết bị điều khiển nhưng không bao gồm phôi> | Thông số kỹ thuật nền tảng cài đặt | 9300 |
| Thông số kỹ thuật của nền tảng giảm rung | 9950 | |
| Yêu cầu về nguồn điện | Tần số điện áp | 100 V – 120 V / 200 V – 240 VAC ± 10%, 50/60 Hz |
| Công suất tiêu thụ (bao gồm các tùy chọn đầu dò I / F) | 1,5 kw | |
| Cung cấp không khí | Sức ép | 0,4 MPa (4 kgf / cm2) |
| Sự tiêu thụ | 150 L / phút trong điều kiện bình thường (nguồn không khí: 200 L / phút) | |
| Nhiệt độ hoạt động | 10 đến 30 ° C | |